
銲接出問題先做哪 3 件事?
如果你發現銲接後的接點看起來不平均、強度不夠、表面有裂痕,甚至還沒使用多久就鬆脫,先不要急著重做。先把問題分清楚,比直接補銲更重要。很多銲接失敗的原因,不一定在技術本身,也可能出在材料、接面清潔、電流設定,甚至是施工順序。
先做這 3 件事
- 先看銲道表面狀況:有沒有氣孔、裂痕、燒穿、咬邊、堆高不均或明顯凹陷
- 再確認材料與接面:母材材質、厚度、表面是否有油污、鐵鏽、水氣或鍍層殘留
- 最後檢查施工條件:電流、電壓、送線速度、銲條選用、姿勢與固定方式是否正確
先把這三個面向看過一輪,你就能初步判斷問題是出在「外觀瑕疵」、「材料準備不足」,還是「操作條件不對」。這樣後面排查才不會一直重工,浪費材料與時間。
銲接常見原因分類表
銲接常見問題不只一種,最有效率的方式,就是先把現象對應到可能原因,再決定要不要補銲、重做或送專業檢查。下面這張表可以當作第一輪判斷依據。
| 原因 | 如何判斷 | 建議行動 |
|---|---|---|
| 母材表面有油污、鐵鏽或水氣 | 容易出現氣孔、附著不良、銲道不連續 | 重新清潔接面後再銲接 |
| 電流或電壓設定不對 | 銲道過高、過淺、燒穿或熔合不足 | 依板厚與工法重新調整參數 |
| 銲條、焊絲或保護氣體選錯 | 銲道脆化、表面粗糙、飛濺多 | 改用適合材質與工法的耗材 |
| 施作速度不穩或角度不對 | 銲道寬窄不一、邊緣咬邊、堆積不均 | 調整手法、走速與持槍角度 |
| 固定不良或熱變形控制不足 | 工件翹曲、角度跑掉、尺寸誤差變大 | 增加夾治具、改變點焊與施作順序 |
| 熔深不足 | 表面看起來有接住,但實際強度不夠 | 重新開槽、調整電流並重做 |
| 銲後冷卻控制不當 | 可能產生裂紋、脆化或殘留應力 | 依材質需求做預熱或後熱控制 |
銲接問題怎麼一步一步排查?
遇到銲接異常時,不建議只憑經驗直接補銲,因為表面問題往往只是結果,不是根本原因。以下這套排查流程,適合用來確認問題到底出在哪裡。
1. 先看銲道外觀是不是異常
第一個步驟就是看表面。正常的銲道,通常外觀會連續、均勻、寬度差不多,不會忽高忽低,也不會出現明顯裂紋。如果你看到表面有密集小孔,通常代表有污染或保護不足;如果看到邊緣凹陷,可能是咬邊;如果中間燒破,通常是熱輸入過高。這一步先把症狀分出來,後面比較好對應原因。
2. 檢查接面有沒有做好前處理
很多銲接不良,根本原因不是技術差,而是表面根本沒處理乾淨。像油污、氧化層、鍍鋅層、鏽蝕、水氣,這些都會直接影響熔合品質。尤其是厚板、舊料、戶外材料,更容易有這類問題。排查時要確認接面是否已打磨、去污、乾燥,必要時還要檢查坡口角度與間隙是否合理。
3. 確認母材材質與厚度
不同金屬材質,對應的銲接方式與耗材本來就不同。像碳鋼、不鏽鋼、鋁材、鍍鋅材,在熔點、導熱性、氧化特性上都不一樣。如果材料判斷錯誤,很容易造成銲接後強度不足、表面脆裂,甚至整條銲道根本不穩。板厚也很重要,太薄的材料如果熱量太高容易燒穿,太厚的材料如果熱量不夠又容易熔深不足。
4. 檢查銲接參數是否合理
這一步是很多現場最常出問題的地方。電流太低,容易熔深不足;電流太高,容易燒穿與飛濺。送線速度、弧長、電壓配合不好,也會讓銲道外觀變差。排查時建議回頭對照材料厚度、工法與使用的耗材規格,確認是不是設定值本身就不適合。
5. 看施工手法有沒有穩定
就算機器設定正確,如果施作角度、運槍速度、停留時間不穩,銲道還是會很亂。常見狀況包括:某一段太快導致未熔合,某一段停太久導致堆高過大,或轉角位置沒處理好導致邊緣裂開。這類問題通常從銲道外觀就能看出節奏不一致。
6. 檢查固定與點焊順序
如果工件本身沒有先固定好,或者點焊位置太少、順序不對,正式施作後就很容易因熱變形讓尺寸跑掉。這種情況常見在鋼構件、框架件、箱體件或長條材料。很多人看到變形,第一時間只想補正,其實真正要排查的是固定與施作流程,而不是只看結果。
7. 必要時做敲擊、切片或非破壞檢查
有些銲接表面看起來正常,但內部可能有夾渣、未熔合或裂紋。若是承重件、壓力件、管路件或安全性要求高的構件,不能只靠肉眼判斷。這時可以視需求做敲擊初判、切片觀察,或交由專業單位做滲透檢查、磁粉檢查、超音波檢查等方式確認內部品質。
哪些情況代表要找專業處理?
有些銲接問題可以透過重新整理接面、修正參數或補銲改善,但有些情況已經不是一般排查可以處理,特別是涉及結構安全、承壓、載重或公共使用時,更不能只看外觀判斷。
這些情況建議直接找專業
- 銲道已經出現明顯裂縫,而且延伸範圍持續擴大
- 工件屬於承重結構、鋼梁、平台、樓梯、護欄、吊掛件
- 屬於管線、壓力容器、液體或氣體輸送構件
- 材料已明顯變形、扭曲,尺寸精度失控
- 補銲很多次仍然反覆失敗,代表根本原因沒解決
- 需要檢驗報告、施工紀錄或特定工法證明的案件
簡單來說,只要這個銲接點一旦失效,會影響人員安全、設備安全或後續使用責任,就不要只靠現場感覺判斷。找有經驗的銲接技師、金屬加工廠或專業檢測單位,會比反覆嘗試更省成本。
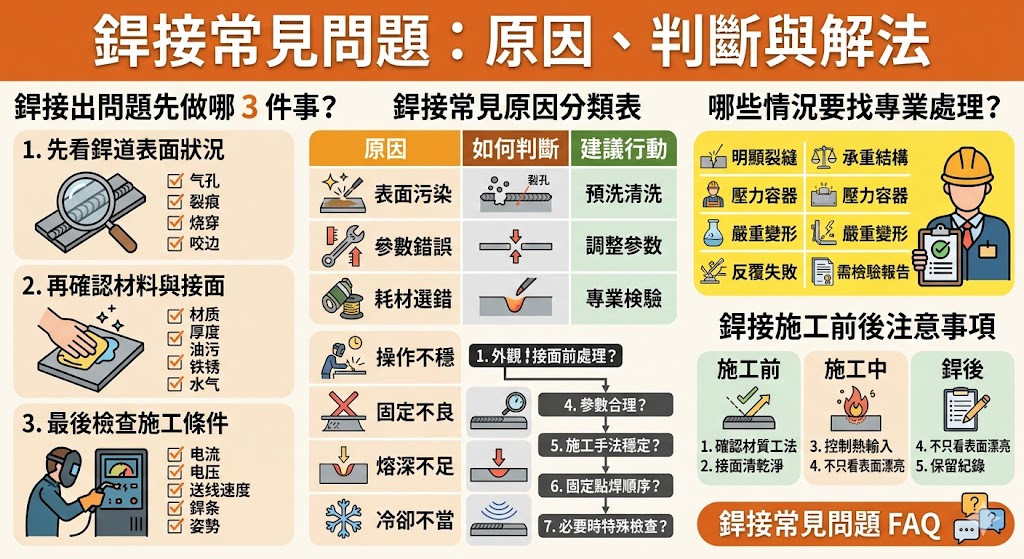
銲接施工前後有哪些注意事項?
想讓銲接結果穩定,不能只看施工當下,前處理與後續檢查也一樣重要。很多品質問題其實在開工前就已經埋下風險,只是當下沒發現。
1. 施工前先確認材質與工法
不同材質要配不同的銲接方式與耗材,不能用同一套設定處理所有金屬。特別是不鏽鋼、鋁、鍍鋅件,更要先確認處理方式。
2. 接面一定要清乾淨
只要表面有污染,後面出現氣孔、附著差、熔合不良的機率就會大幅增加。這一步不能省,也不能只用肉眼看。
3. 控制熱輸入與變形
長銲道、薄板、大面積構件,都很容易因局部溫升過高而變形。施工時要搭配點焊、分段、對稱施作或夾治具控制。
4. 銲後不要只看表面漂亮
有些銲道外表很好看,但內部其實沒有吃進去。尤其是強度要求高的構件,更要確認熔深、結構完整性與尺寸是否合格。
5. 有安全需求的案件要保留紀錄
若涉及工地、工程、設備製造或驗收需求,建議保留材料資訊、施作方式、施工照片與檢查紀錄,後續若要追蹤問題會方便很多。
銲接常見問題 FAQ
Q1:銲接和一般黏合有什麼不同?
銲接是透過熱源讓金屬接合,強度通常遠高於一般膠類黏合,適合承重、耐久與金屬結構用途。
Q2:銲接後表面有小孔是什麼原因?
常見原因包括表面有油污、水氣、鏽蝕,或保護氣體不足,導致氣孔產生。
Q3:銲接看起來接住了,為什麼還是不牢?
因為外觀接住不代表內部熔深足夠,若未熔合或吃入深度不夠,強度就會不足。
Q4:銲接後變形了還能補救嗎?
要看變形程度與用途。輕微變形有時可校正,但如果已影響尺寸、承重或結構,建議由專業人員評估。
Q5:薄鐵板銲接為什麼容易燒穿?
通常是熱輸入過高、停留太久或板材太薄,這時要調低電流、改變走速或採分段施作。
Q6:不同金屬可以直接銲接嗎?
不一定。不同金屬的熱性質差很多,有些可以透過特定工法處理,有些則不建議直接銲接。
Q7:銲接一定要磨得很漂亮才算好嗎?
不一定。外觀整齊很重要,但真正的重點還是熔合、強度、尺寸與結構安全,不是只看表面好不好看。
Q8:銲接前為什麼要先點焊?
點焊可以先固定位置,避免正式施作時因熱變形或位移,導致角度跑掉或尺寸不準。
Q9:銲接裂掉一定要重做嗎?
如果只是表層小裂,還要先確認深度與原因;但若裂縫已影響結構完整性,多半不能只補表面,通常要重做或專業修復。
Q10:什麼情況下銲接一定要找專業?
只要涉及承重、結構安全、管線壓力、設備製造或驗收責任,就建議交由專業技師與檢測單位處理。